 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 申請?zhí)?201710222273.4申請日:2017.04.07國家/省市:中國江蘇(32)公開號:107009287A公開日:2017.08.04主分類號:B24D18/00(2...
申請?zhí)? 201710222273.4 申請日: 2017.04.07
國家/省市: 中國江蘇(32)
公開號: 107009287A
公開日: 2017.08.04
主分類號: B24D 18/00(2006.01)
分類號: B24D 18/00(2006.01)
申請人: 江蘇新礪河磨具科技有限公司
發(fā)明人: 仲懷民; 袁春曉
代理人: 陳麗君
代理機(jī)構(gòu): 上海海頌知識產(chǎn)權(quán)代理事務(wù)所(普通合伙)(31258)
申請人地址: 江蘇省鎮(zhèn)江市揚(yáng)中市新壩鎮(zhèn)科技園區(qū)南自路
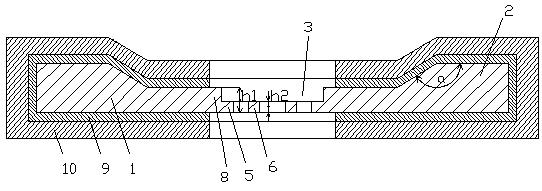
摘要: 本發(fā)明涉及一種鋼軌打磨砂輪的制造方法,其方法如下:(1)將砂輪原料液澆注至涂有脫模劑的模具中,隨后在80~90℃下保溫4~5h,從模具中取出在室溫下放置2~3h,磨除表面脫模劑,制得砂輪坯體,砂輪坯體頂表面設(shè)有若干凸起,砂輪坯體中心設(shè)有通孔,通孔內(nèi)設(shè)有轉(zhuǎn)子,(2)在砂輪坯體外表面均勻涂布厚度為0.4~0.6mm的粘結(jié)層,(3)按質(zhì)量份數(shù)計(jì)將32~47份無堿短切玻璃纖維紗與22~34份樹脂基質(zhì)均勻混合制成玻璃纖維涂敷層,均勻涂敷于砂輪坯體外表面,(4)硬化熱處理;本發(fā)明各層不易脫落,易于降低各層熱脹冷縮系數(shù)差異,方便降溫,提高砂輪磨削質(zhì)量和使用壽命。
主權(quán)利要求
1.一種鋼軌打磨砂輪的制造方法,其特征為,其方法如下:(1)將砂輪原料液澆注至涂有脫模劑的模具中,在130~150℃下熱壓1~2h,隨后在80~90℃下保溫4~5h,從模具中取出在室溫下放置2~3h,磨除表面脫模劑,制得砂輪坯體,所述砂輪坯體頂表面設(shè)有若干凸起,所述凸起呈S型結(jié)構(gòu),且截面呈直角梯形,所述砂輪坯體中心設(shè)有通孔,所述通孔內(nèi)設(shè)有轉(zhuǎn)子,所述轉(zhuǎn)子包括第一轉(zhuǎn)環(huán)、第二轉(zhuǎn)環(huán)和若干轉(zhuǎn)葉,所述第一轉(zhuǎn)環(huán)與砂輪坯體之間設(shè)有若干固定塊,所述第一轉(zhuǎn)環(huán)和第二轉(zhuǎn)環(huán)同心設(shè)置,若干轉(zhuǎn)葉均勻分布于第一轉(zhuǎn)環(huán)與第二轉(zhuǎn)環(huán)之間;(2)在砂輪坯體外表面均勻涂布厚度為0.4~0.6mm的粘結(jié)層,所述粘結(jié)層的組成成分按質(zhì)量份數(shù)計(jì)為:聚酰亞胺樹脂:38~42份,聚酚醚樹脂:30~38份,聚氯乙烯樹脂粉:12~16份,ZnO:21~28份,F(xiàn)e2O3:25~30份,石墨粉:6~10份,在70~80℃下烘干30~50min;(3)按質(zhì)量份數(shù)計(jì)將32~47份無堿短切玻璃纖維紗與22~34份樹脂基質(zhì)均勻混合制成玻璃纖維涂敷層,均勻涂敷于經(jīng)過步驟(2)處理后的砂輪坯體外表面,涂敷厚度為1.5~2.3mm,在80~90℃下烘干30~50min,再在30~45℃下保溫2~3h;(4)將經(jīng)過步驟(3)處理后的砂輪坯體在60~72℃下保溫1~1.5h,在90~104℃下保溫2h,在140~153℃下保溫1~2h,在170~178℃下保溫1h,最后在193~200℃下保溫3~5h,作硬化熱處理,得到成品。







 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號